





Picture 1
Ultrasonic Testing uses the same principle as is used in
naval SONAR and fish finders. Ultra-high frequency sound is introduced into the
part being inspected and if the sound hits a material with a different acoustic
impedance (density and acoustic velocity), some of the sound will reflect back
to the sending unit and can be presented on a visual display. By knowing the
speed of the sound through the part (the acoustic velocity) and the time
required for the sound to return to the sending unit, the distance to the
reflector (the indication with the different acoustic impedance) can be
determined. The most common sound frequencies used in UT are between 1.0 and
10.0 MHz, which are too high to be heard and do not travel through air. The
lower frequencies have greater penetrating power but less sensitivity (the
ability to "see" small indications), while the higher frequencies
don't penetrate as deeply but can detect smaller indications.
The two most commonly used types of sound waves used in
industrial inspections are the compression (longitudinal) wave and the shear
(transverse) wave, as shown in picture 1. Compression waves cause the atoms in
a part to vibrate back and forth parallel to the sound direction and shear
waves cause the atoms to vibrate perpendicularly (from side to side) to the
direction of the sound. Shear waves travel at approximately half the speed of
longitudinal waves.
Sound is introduced into the part using an ultrasonic
transducer ("probe") that converts electrical impulses from the UT
machine into sound waves, then converts returning sound back into electric
impulses that can be displayed as a visual representation on a digital or LCD
screen (on older machines, a CRT screen). If the machine is properly
calibrated, the operator can determine the distance from the transducer to the
reflector, and in many cases, an experienced operator can determine the type of
discontinuity (like slag, porosity or cracks in a weld) that caused the
reflector. Because ultrasound will not travel through air (the atoms in air
molecules are too far apart to transmit ultrasound), a liquid or gel called
"couplant" is used between the face of the transducer and the surface
of the part to allow the sound to be transmitted into the part.
UT Techniques
Straight Beam
Picture 2
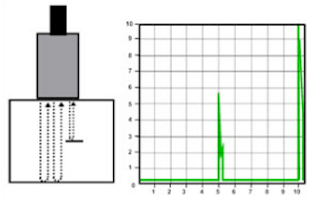
Straight beam inspection uses longitudinal waves to
interrogate the test piece as shown at the right. If the sound hits an internal
reflector, the sound from that reflector will reflect to the transducer faster
than the sound coming back from the back-wall of the part due to the shorter
distance from the transducer. This results in a screen display like that shown
at the right in Picture 2. Digital thickness testers use the same process, but
the output is shown as a digital numeric readout rather than a screen
presentation.
Angle Beam

Picture 3
Angle beam inspection uses the same type of transducer but
it is mounted on an angled wedge (also called a "probe") that is
designed to transmit the sound beam into the part at a known angle. The most
commonly used inspection angles are 45o, 60o and 70o, with the angle being
calculated up from a line drawn through the thickness of the part (not the part
surface). A 60o probe is shown in Picture 3. If the frequency and wedge angle
is not specified by the governing code or specification, it is up to the
operator to select a combination that will adequately inspect the part being
tested.
In angle beam inspections, the transducer and wedge
combination (also referred to as a "probe") is moved back and forth
towards the weld so that the sound beam passes through the full volume of the
weld. As with straight beam inspections, reflectors aligned more or less
perpendicular to the sound beam will send sound back to the transducer and are
displayed on the screen.
Immersion Testing

Picture 4
Immersion Testing is a technique where the part is immersed
in a tank of water with the water being used as the coupling medium to allow
the sound beam to travel between the transducer and the part. The UT machine is
mounted on a movable platform (a "bridge") on the side of the tank so
it can travel down the length of the tank. The transducer is swivel-mounted on
at the bottom of a waterproof tube that can be raised, lowered and moved across
the tank. The bridge and tube movement permits the transducer to be moved on
the X-, Y- and Z-axes. All directions of travel are gear driven so the
transducer can be moved in accurate increments in all directions, and the
swivel allows the transducer to be oriented so the sound beam enters the part
at the required angle. Round test parts are often mounted on powered rollers so
that the part can be rotated as the transducer travels down its length,
allowing the full circumference to be tested. Multiple transducers can be used
at the same time so that multiple scans can be performed.
Through Transmission
Through transmission inspections are performed using two
transducers, one on each side of the part as shown in Picture 4. The
transmitting transducer sends sound through the part and the receiving
transducer receives the sound. Reflectors in the part will cause a reduction in
the amount of sound reaching the receiver so that the screen presentation will
show a signal with a lower amplitude (screen height).
Phased Array
Phased array inspections are done using a probe with multiple
elements that can be individually activated. By varying the time when each
element is activated, the resulting sound beam can be "steered", and
the resulting data can be combined to form a visual image representing a slice
through the part being inspected.
Time of Flight Diffraction
Time of Flight Diffraction (TOFD) uses two transducers
located on opposite sides of a weld with the transducers set at a specified
distance from each other. One transducer transmits sound waves and the other
transducer acting as a receiver. Unlike other angle beam inspections, the
transducers are not manipulated back and forth towards the weld, but travel
along the length of the weld with the transducers remaining at the same
distance from the weld. Two sound waves are generated, one travelling along the
part surface between the transducers, and the other travelling down through the
weld at an angle then back up to the receiver. When a crack is encountered,
some of the sound is diffracted from the tips of the crack, generating a low
strength sound wave that can be picked up by the receiving unit. By amplifying
and running these signals through a computer, defect size and location can be
determined with much greater accuracy than by conventional UT methods.